Oberflächenfunktionalisieren durch lasergenerierte Metallstrukturen
Neue Pulverdüsen und Anlagenkomponenten ermöglichen Herstellung bis zu einer Detailauflösung im zweistelligen Mikrometerbereich.
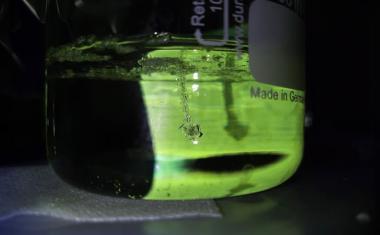
Für schweißtechnische Beschichtungsaufgaben, die höchste Präzision erfordern, hat sich das Laser-Auftragschweißen längst in der Industrie etabliert. Als Folge der immer weitergehenden Anforderungen der Industrie wurde das Laser-Auftragschweißen am IWS Dresden nun auch in Richtung minimale Strukturgrößen optimiert. Unter Beibehaltung der vorteilhaften Verfahrenseigenschaften wie endkonturnaher Materialauftrag und geringe Vermischung von Schicht- und Substratmaterial können nahezu beliebige Bauteilgeometrien großflächig mit feinsten Strukturen versehen werden. Infolge dieser Weiterentwicklung konnten bereits Anwendungen in der Luftfahrt, der Werkzeugindustrie sowie der Medizintechnik realisiert werden. Alle Beispiele erforderten die freie dreidimensionale Strukturierung und damit verbundene Funktionalisierung von Freiformflächen durch präzisen metallischen Materialauftrag.
Abb.: Funktionalisierung von Oberflächen durch laser-generierte Strukturen (Bild: Fh.-IWS)
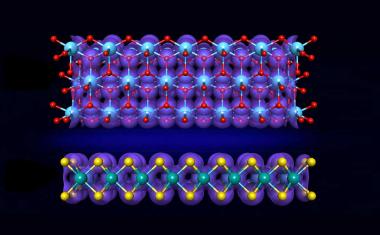
Daneben ist nun auch die Herstellung komplexer Mikrovolumen unter Nutzung kommerziell verfügbarer Anlagentechnik möglich. Trotz des Abskalierens des Verfahrens auf kleinste Strukturgeometrie kann der Volumenaufbau nahezu porenfrei sowie endkonturnah mit einem Übermaß von nur wenigen Mikrometern realisiert werden. Der geringe Energieeintrag ins Bauteil erlaubt zudem eine Minimierung der Schädigung des zu beschichtenden Bauteils unter Beibehaltung der typisch festen Substratanhaftung.
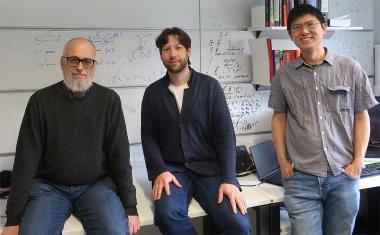
Abb.: COAX16 – miniaturisiertes Düsensystem höchster Zugänglichkeit (Bild: Fh.-IWS)
Bei zahlreichen Bauteilen ist die geforderte hohe Präzision zusätzlich mit einer erschwerten Zugänglichkeit verbunden. Daher wurden im IWS Dresden sehr schlank ausgeführte Pulverdüsensysteme realisiert. Auf einer Länge von zirka 100 mm betragen die Abmessungen des Düsenkopfes durchgehend nur 15 mm. In Kombination mit Lasern mit brillanter Strahlgeometrie werden so nur wenige Mikrometer große Schmelzbäder erzeugt und Schweißraupenbreiten bis ca. 30 µm ermöglicht. Daraus ergeben sich neue Anwendungsfelder.
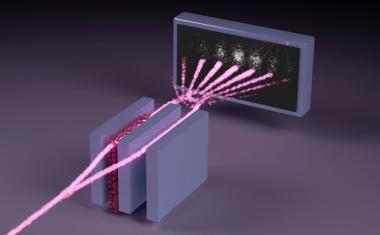
Abb.: Mittels Hochpräzisions-Laser-Auftragschweißen generierte Helixstruktur (Bild: Fh.-IWS)
Wurden am Fraunhofer IWS zuvor bereits systemtechnische Komponenten für das Laser-Auftragschweißen mit hohen Auftragraten bis zirka 15 kg Metallpulver pro Stunde entwickelt, so runden die neuen hochpräzisen Systeme zusätzlich das Feld in den Bereich kleiner Dimensionen ab. Zwischen der kleinsten Schweißraupenbreite (ca. 30 µm) und der größten (> 20 mm) ergibt sich damit ein Faktor von nahezu drei Zehnerpotenzen. Einen derart breiten Arbeitsbereich deckt beim Laser-Auftragschweißen derzeit nur das Fraunhofer IWS Dresden ab.
Fh.-IWS / OD