Lasern mit 3D-Charakterisierung des Pulverstrahls
Am Fraunhofer-ILT gelang erstmals die qualitative und quantitative Charakterisierung des Pulvergasstrahls beim Laserauftragschweißen.
Für die Reparatur und Herstellung metallischer Bauteile und zur Funktionalisierung metallischer Oberflächen hat sich das Laserauftragschweißen als Bearbeitungsverfahren etabliert. Ein pulverförmiger Zusatzwerkstoff wird über eine Düse in die vom Laserstrahl erzeugte Schmelze eingebracht. Dabei entsteht eine Schicht, die schmelzmetallurgisch mit dem Werkstück verbunden ist. Eine Schlüsselrolle kommt hierbei der Pulverzufuhr in das Schmelzbad über die Düse zu. Sie beeinflusst maßgeblich den Pulvernutzungsgrad, die Schutzgasabschirmung zur Vermeidung von Oxidation und die Schichtqualität.
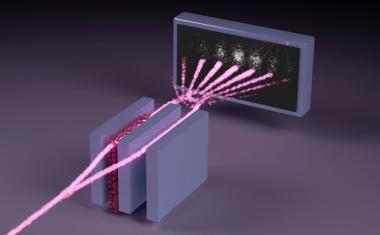
Abb.: Partikeldichteverteilung verschiedener Ebenen eines Pulvergasstrahls einer Dreistrahldüse (Bild: Fh.-ILT)
Um eine gleichbleibende Prozessstabilität und -qualität zu gewährleisten, muss das Bearbeitungsergebnis regelmäßig überprüft werden. Denn durch Abnutzung der Düse kann es zu Abweichungen kommen, die sich in einer Veränderung des Pulverfokusdurchmessers und der Pulverfokuslage bemerkbar machen. Besonders wichtig ist die Ausrichtung des Pulvergasstrahls zum Laserstrahl. Bisher konnten diese Veränderungen nur mit Hilfe von Referenzproben durch Laserauftragschweißen ermittelt werden. Die Proben wurden mit Vergleichsauftragschweißungen korreliert, um so die Qualität der Düse zu bestimmen.
Abb.: Pulver-Gas-Strom einer Koaxialdüse (Bild: Fh.-ILT)Caption
Ein Team des Fraunhofer-Instituts für Lasertechnik ILT hat nun ein Messverfahren zur Charakterisierung des Pulvergasstrahls entwickelt, das eine einfache und reproduzierbare Überprüfung der Düsenqualität ermöglicht. Bei diesem Verfahren wird der Pulvergasstrahl seitlich von einem Laserstrahl beleuchtet. Koaxial zur Düse ist eine Kamera angebracht, die durch diese hindurch den Pulvergasstrahl erfasst. Sichtbar ist dann die ringförmige Verteilung des Pulvers. Durch die hohe Bildrate der Kamera lassen sich die einzelnen Pulverpartikel zu einem definierten Zeitpunkt in Anzahl und Position präzise erfassen. Analog zur Laserkaustik-Messung fährt der seitliche Laserstrahl nun Ebene für Ebene den Pulvergasstrahl ab, wobei er pro Ebene zur Datenerfassung nur wenige Sekunden benötigt. Aus mehreren Tausend Einzelaufnahmen wird dann eine Partikeldichteverteilung pro Ebene errechnet. Schließlich werden die einzelnen Schichtaufnahmen übereinandergelegt und ergeben eine räumliche Partikeldichteverteilung.
„Mit diesem Verfahren ist es uns gelungen, Konstanz des Pulvermassenstroms, Symmetrie des Pulvergasstrahls sowie Lage und Größe des Pulverfokus erstmals messtechnisch zu erfassen“, erklärt Stefan Mann, Projektleiter am Fraunhofer ILT. Anwendungsgebiete des neuen Messverfahrens sind sämtliche Aktivitäten im Bereich des Laserauftragschweißens, in erster Linie der Triebwerks- und Motorenbau sowie der Werkzeug- und Maschinenbau.
Am 11. Mai wird dieses Messverfahren auf der Veranstaltung „Lasertechnik Live“ des International Laser Technology Congress AKL’12 im Laseranlagenpark des ILT in Aachen vorgeführt.
Fh. ILT / OD