Laserschmelzschneiden mit dynamischer Strahlformung
Modifikation der Energiedeposition nutzt Vorteile hoher Fokusintensitäten bei gleichzeitiger Verstärkung der Absorption.
Gute Schnittqualität und maximale Bearbeitungsgeschwindigkeiten bei geringen Investitions- und Betriebskosten gelten bei Laserschneidanlagen als kaufentscheidendes Argument. Faser- und Scheibenlaser haben sich in den letzten Jahren als Strahlquelle für Schneidanwendungen durch deutlich höhere Schneidgeschwindigkeiten im Dünnblechbereich bereits etabliert. Optimierungsbedarf besteht beim Dickblech ab fünf Millimeter Blechdicke, wo der Festkörperlaser bisher im Vergleich zum Schneiden mit CO2-
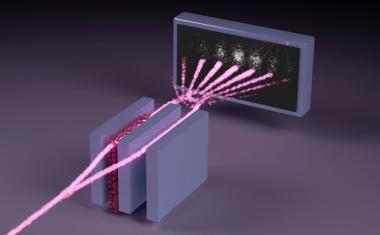
Abb.: Beeinflussung der Schnittspaltgeometrie in Abhängigkeit der Oszillationsfunktion, verbesserte Parallelität der Schnittkanten durch dynamische Strahlführung. (Bild: Fh.-IWS)
Das Fraunhofer-Institut für Werkstoff- und Strahltechnik IWS arbeitet an innovativen Lösungen, die zur Optimierung der Prozesse beim Laserschmelzschneiden und damit einer verbesserten Schneidqualität führen. Damit kann die Vorrangstellung des Festkörperlasers als universell einsatzbare Strahlquelle auf dem Schneidmarkt ausgebaut werden.
Die Qualifizierung neuartiger Schneidverfahren wie das Remote-
Die Wissenschaftler des Fraunhofer-IWS haben einen neuen Ansatz für die Prozessbeeinflussung beim Schneiden von Dickblech mittels dynamischer Strahlführung entwickelt. Die Grundidee besteht darin, mittels zeitlicher und räumlicher Modifikation der Energiedeposition die Vorteile hoher Fokusintensitäten weiterhin zu nutzen und die Absorption positiv zu verstärken. Dazu wird ein konventioneller Schneidkopf mit einem Hochleistungsscannersystem kombiniert. Mittels einer speziell entwickelten Ansteuerlösung schafft man den Ausgangspunkt für frei definierbare Funktionen des Ablenksystems im Kilohertz-
Ohne physische Anpassung der Brennweite, wie bei Standardschneidmaschinen üblich, wird beim scannergestützten Schneiden mit einer Brennweite sowohl im Dünnblech- als auch im Dickblechbereich eine sehr gute Schneidperformanz erreicht. Kundenspezifische Optimierungen des Schneidprozesses sind mittels verfügbarer Prozesssensorik zielgerichtet möglich.
Fh.-IWS / RK