Schneller schärfer schneiden
Bessere Strahlformung ermöglicht glatte Kanten beim Laserschneiden.
Im Bereich Laserschneiden konzentrieren sich aktuelle FuE-Aktivitäten auf die Erweiterung des Know-hows zur Formung fasergeführter Laserstrahlung für das Blechschneiden und zu dessen Übertragung auf das schädigungsfreie Schneiden von Glas für die Displayindustrie. Wissenschaftler am Fraunhofer-Institut für Lasertechnik ILT arbeiten im Rahmen des EU-Projekts „High Power Adaptable Laser Beams for Materials Processing HALO“ daran, die Intensität der Laserstrahlung so zu verteilen, dass höchste Qualitätsanforderungen unter Schonung von Ressourcen erreicht werden. Ergebnisse werden auf der LASER World of Photonics 2015 in München vorgestellt.
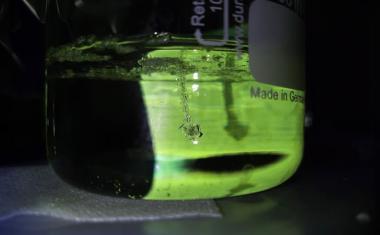
Abb.: Diagnose des Schneidprozesses mit High-Speed-Videografie (Bild: Fh.-ILT)
Der weltweit größte Verkaufsumsatz von industriellen Laserstrahlquellen wird heute mit Lasern für Schneidanwendungen erzielt. Aktuelle Marktanalysen kommen auf einen Anteil von etwa fünfzig Prozent, wobei hier das präzise, flexible und hochproduktive 2D-Schneiden nahezu beliebiger Konturen aus Blechplatinen die dominierende Anwendung darstellt. Aber auch vollkommen neue Schneidverfahren beispielsweise für das Einbringen von Löchern und die präzise Konturierung von Glasdisplays für Mobilgeräte befinden sich kurz vor dem Eintritt in die industrielle Fertigung.
Im Bereich des Schneidens von Blech ist der Laser ein etabliertes Werkzeug. Laserleistungen bis acht Kilowatt sind heute industrieller Stand der Technik und gestatten sogar das Schneiden von Dickblech bis fünfzig Millimeter. Neben den zweidimensionalen Anwendungen hat sich gerade in den letzten Jahren auch die dreidimensionale Bearbeitung geformter Bauteile nicht zuletzt wegen des umfangreichen Einsatzes hochfester, pressgehärteter und damit mechanisch schwer bearbeitbarer Stähle insbesondere im automobilen Karosseriebau auf breiter Front durchgesetzt.
Die Eignung des Lasers als Werkzeug zum Schneiden weiterer Materialien – von Halbleitern über Glas, bis hin zu Kunststoffen und Verbundwerkstoffen – ist demonstriert und in ersten Anwendungen eingeführt. Beim Laserschneiden entsteht zwar kein Werkzeugverschleiß, der bei konventionellen Verfahren zur Qualitätsminderung führen kann, jedoch weisen die Schnittkanten von laserbearbeiteten Bauteilen bislang noch eine höhere Rauheit auf als dies beispielsweise bei gefrästen Metallbauteilen erreichbar ist. Dies liegt unter anderem daran, dass die Laserstrahlung oftmals nicht die geeignete Form aufweist, die für die betreffende Anwendung das beste Bearbeitungsergebnis ermöglicht.
Ein typischer Laserstrahl besitzt in seinem Zentrum eine sehr große Intensität, die zu den Seiten glockenförmig abfällt. Ein Laserstrahl mit einer solchen Gaußschen Intensitätsverteilung stellt nicht für jede Anwendung das optimale Werkzeug dar. Beispielsweise lässt sich ein Blech von einem Millimeter Dicke schnell und qualitativ hochwertig mit dieser Strahlverteilung schneiden, ein ein Zentimeter dickes Blech erfordert jedoch eine ausgedehntere und an den Rändern höhere Intensitätsverteilung. Jüngste Forschungsaktivitäten gehen nun dahin, den passenden Laserstrahl für das Schneiden verschiedener Materialarten und -dicken zu definieren und die dementsprechenden Potenziale zu erschließen.
Hier setzt das EU-Projekt „High Power Adaptable Laser Beams for Materials Processing HALO“ an: Ein internationales Konsortium aus neun Forschungseinrichtungen und Industrieunternehmen, darunter Trumpf und Synova, arbeitet gemeinsam unter der Leitung der Gooch & Hausego Ltd seit September 2012 an dem Ziel, anwendungsspezifische Strahlformungen zu entwickeln. Die Intensitätsverteilung des Laserstrahls soll für den jeweiligen Anwendungsfall maßgeschneidert werden. Schließlich sollen in einem weiteren Schritt Laseranlagen so ausgerüstet werden, dass Anwender in die Erprobung gehen können. Die Experten des Fraunhofer ILT sehen darin ein enormes Potenzial in puncto Kostensenkung und Bearbeitungsgeschwindigkeit bei gleichzeitiger Verbesserung der Produktqualität.
Seit über 25 Jahren befassen sich die Gruppen Makrofügen und Schneiden sowie Modellierung und Simulation am Fraunhofer ILT mit dem Laserstrahlschneiden. Die Forscher wenden ausgefeilte Diagnoseverfahren (Hochgeschwindigkeits-Videografie des Schneidprozesses, Streak-Techniken zur Schmelzströmungsanalyse, Schlieren-Diagnose zur Visualisierung der Schneidgasströmung), und Auswertemethoden (Meta-Modellierung, QuCut-Simulation der Riefenbildung) an, schreiten im Verständnis kontinuierlich fort und setzen geeignete Laserverfahren für die unterschiedlichsten Schneidaufgaben um. Im Rahmen des Projekts HALO wird nun an ausgewählten Anwendungsbeispielen untersucht, wie der Laserstrahl für ein optimales Schneidergebnis beschaffen sein muss. Relevant ist die Beobachtung der Schneiddynamik und der Bildung von Bart und Riefen.
Einen großen Beitrag hierzu leistet die Gruppe Modellierung und Simulation am Fraunhofer ILT, die sich der Optimierung von Laserprozessen mit Hilfe der Erkenntnisse von Computersimulationen widmet. Die Schneidprozesse werden zunächst im Computer simuliert. Anschließend wird errechnet, wie die Intensität des optimalen Laserstrahls für die jeweilige Anwendung verteilt sein muss. Anhand dieser Erkenntnisse werden anschließend die optischen Komponenten ausgelegt.
Fh.-ILT / DE